

系我們")
商鋪")

 當(dāng)前位置:
當(dāng)前位置: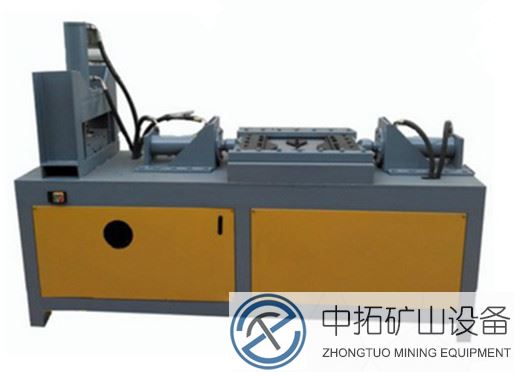



八字筋成型機(jī)
產(chǎn)品介紹:
格柵拱架作為隧道拱架的一種常用于公路鐵路隧道,礦山巷道施工的初期支護(hù)中,而8字筋是格柵拱架中的重要組成,其形狀復(fù)雜,數(shù)量巨大,加工難度大,工人勞動強(qiáng)度高。SKZ康振一直致力于數(shù)控8字筋生產(chǎn)線的研制,我們針對8字筋的特殊形狀和要求,在原八字筋成型機(jī)的基礎(chǔ)上加以改進(jìn),讓原本復(fù)雜的8字筋生產(chǎn)加工變得更加簡單、標(biāo)準(zhǔn)、高效、節(jié)能。我們深入加工現(xiàn)場真正了解傳統(tǒng)加工的諸多難處,在設(shè)計當(dāng)中加入現(xiàn)代化制造的先進(jìn)理念和元素,那就是精益化生產(chǎn),在八字筋成型各個工序的產(chǎn)品沒有堆積(不占地方),產(chǎn)品不需要人力運(yùn)轉(zhuǎn)運(yùn)輸,讓我們生產(chǎn)的產(chǎn)品真正意義上的流動起來,讓我們的生產(chǎn)現(xiàn)場空間更好的利用,整個生產(chǎn)線整潔和諧,企業(yè)形象得到根本上的改善。
價格")
生產(chǎn)工藝圖:
|
工位 |
工種 |
設(shè)備 |
技術(shù)要求 |
耗時 |
|
一個工位 |
設(shè)備操作員 |
8字筋數(shù)控主機(jī) |
要求鋼筋彎曲成平面八字型 |
15S |
|
8字筋對焊機(jī) |
接口焊接平整,無錯位 |
4S |
||
|
兩個工位 |
焊工 |
二保焊機(jī) |
滿焊且達(dá)到規(guī)定的焊接長度 |
15S |
|
一個工位 |
設(shè)備操作員 |
8字筋液壓成型機(jī) |
成型后達(dá)到規(guī)定的形狀和尺寸 |
8S |
|
兩個工位 |
焊工 |
電焊機(jī) |
兩邊滿焊,四個角的尺寸在允許的公差范圍內(nèi) |
30S |
技術(shù)參數(shù):
|
8字筋數(shù)控主機(jī) |
8字筋對焊機(jī) |
8字筋筋液壓成型機(jī) |
|||
|
產(chǎn)品型號 |
KZB16 |
產(chǎn)品型號 |
KZDH125 |
產(chǎn)品型號 |
KZDX100 |
|
彎曲鋼筋直徑 |
Φ14 Φ16 |
對焊鋼筋直徑 |
Φ14 Φ16 |
油缸規(guī)格 |
Φ100Χ200mm |
|
較大進(jìn)料速度 |
60m/min |
對焊生產(chǎn)效率 |
300個/小時 |
公稱力 |
100KN |
|
彎件生產(chǎn)效率 |
200個/小時 |
額定容量 |
125KVA |
較大行程 |
200mm |
|
額定功率 |
25KW |
較大頂鍛力 |
40KN |
較大開口尺寸 |
280mm |
|
工作環(huán)境溫度 |
-5℃— 40℃ |
較大送料行程 |
40-50mm |
油缸上/下行較大速度 |
1-60mm/s |
|
氣缸壓力 |
≤0.6MPa |
冷卻水消耗量 |
300L/H |
工作面距離地面高度 |
860mm |
|
設(shè)備外形尺寸 |
3150Χ1200Χ2000mm |
設(shè)備外形尺寸 |
1770Χ1655Χ1230mm |
工作面規(guī)格 |
590Χ300mm |
|
|
|
|
|
液壓油容量 |
80L |
特點(diǎn):
1、機(jī)架:采用高強(qiáng)型鋼及特種焊接工藝制造,極其堅固。2、導(dǎo)向柱:采用超強(qiáng)特種鋼材制成,表面鍍鉻具有良好的抗扭與耐磨能力。
3、模具:我公司可以根據(jù)客戶施工要求設(shè)計模具,材料采用高耐磨合金鋼,模具具有使用時間長,變形系數(shù)小,加工簡單,安裝方便等優(yōu)點(diǎn)。
4、驅(qū)動系統(tǒng):該機(jī)型采用液壓驅(qū)動,雙腳踏開關(guān)完成雙角度彎曲成型,橫向由左右兩根液壓油缸同步位移實(shí)現(xiàn)同步彎曲成型,化的縮小成型誤差;電磁閥采用北京華德品牌,穩(wěn)定可靠!
本設(shè)備具有結(jié)構(gòu)簡單,操作簡易上手快,設(shè)計合理,具有加工速度快,能耗低,維修保養(yǎng)方便,維護(hù)費(fèi)用低,自動化程度高,占地面積小,生產(chǎn)效率高等優(yōu)點(diǎn)。
哪家好")
八字筋成型機(jī)供應(yīng)格柵拱架安裝:
(1)選單元。根據(jù)施工部位選定需用單元。(2)吊運(yùn)。選定的單元從堆放處用電機(jī)械設(shè)備吊運(yùn)至工作面,該過程注意保護(hù)格柵避免彎扭等現(xiàn)象。
(3)初步就位。人工將運(yùn)至工作面的格柵按放線的位置先就位。并將各單元用螺栓連接上。不要扭緊以便調(diào)整。
(4)復(fù)核。格柵初步就位后,馬上進(jìn)行復(fù)核。主要復(fù)核中線及標(biāo)高,及時調(diào)整,達(dá)到正確符合設(shè)計要求。
(5)定位復(fù)核合格后,扭緊連接螺栓,并與定位筋焊接牢固。
(6)連接。格柵定位后,及時焊接縱向連接筋,與前一榀焊接牢固,格柵和錨桿的連接必須符合要求。

入手機(jī)站") 掃描二維碼進(jìn)入手機(jī)站
掃描二維碼進(jìn)入手機(jī)站